Discover efficient conveyor systems for streamlined material handling. Explore our solutions now and revolutionize your workflow with conveyors!
Introduction to Conveyor Systems
Conveyor Systems are clever mechanical solutions that handle the heavy lifting for you. They consist of two essential components: a moving belt or chain and a powered roller or pulley. This dynamic duo collaborates to transport goods or packages safely and efficiently. Found everywhere from factories to airports, Conveyor Systems simplify our lives in numerous ways.
What Exactly is a Conveyor?
A conveyor is a clever mechanical system that does the heavy lifting for you. It’s made up of two main parts: a moving belt or chain and a powered roller or pulley. This dynamic duo works together to transport goods or packages safely and efficiently. Conveyors are everywhere, from factories to airports, making our lives easier in countless ways.
Type of Conveyors
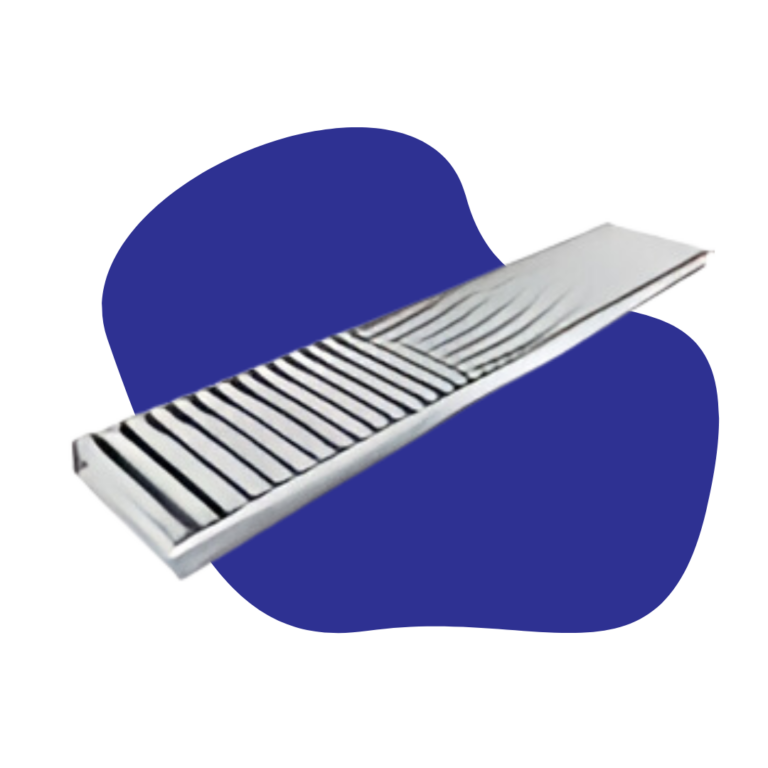
The Marvel of Roller Conveyors
Imagine a series of rollers, each one playing a crucial role in guiding materials along a path. That’s the magic of roller conveyors. These handy systems use a combination of rollers and belts to move items smoothly from point A to point B. With their simplicity and reliability, roller conveyors are a staple in industries like manufacturing and packaging.
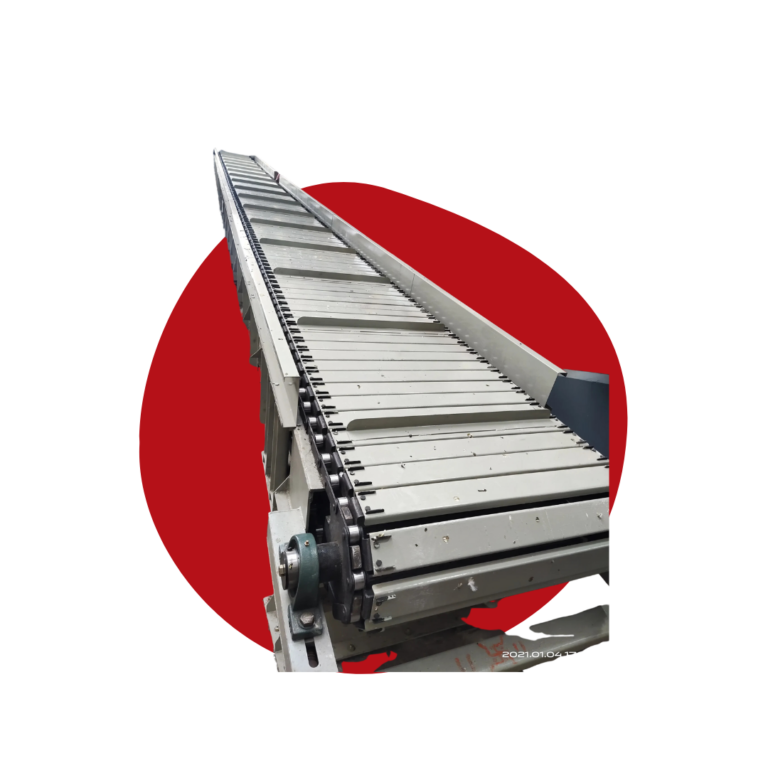
Chain Conveyors: Powering Efficiency
If roller conveyors are the unsung heroes of material handling, chain conveyors are the powerhouses. These robust systems use endless chains or belts to transport a wide range of materials with ease. Supported by sturdy rollers or sprockets, chain conveyors ensure swift and safe transportation, boosting productivity and efficiency.
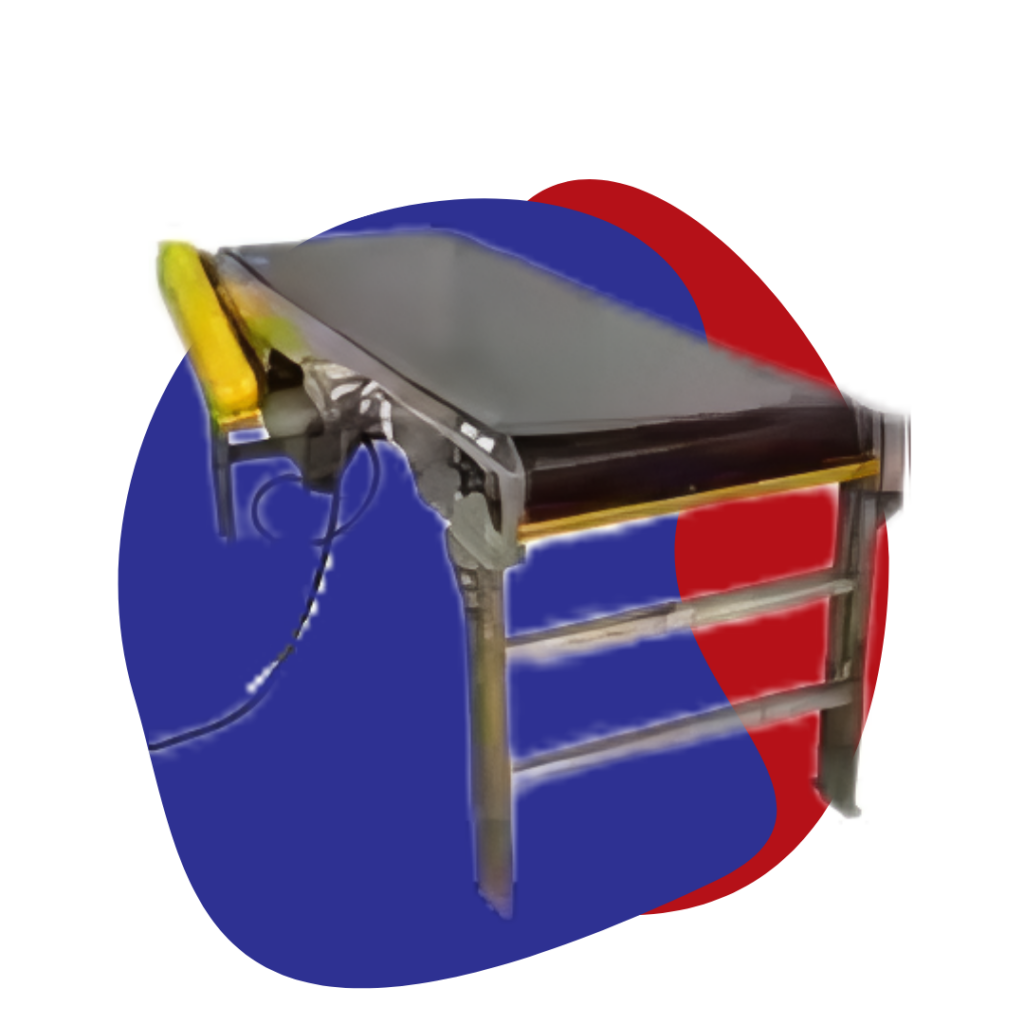
Belt Conveyors: Efficiency in Motion
Picture a sturdy belt gliding along a series of rollers, effortlessly carrying goods to their destination. That’s the beauty of belt conveyors. Whether it’s rubber or plastic, the belt provides a reliable means of transportation, effortlessly handling large volumes of materials with ease. From manufacturing plants to distribution centers, belt conveyors are indispensable.
Discover Our Conveyor Solutions: Explore our range of conveyor systems designed to meet your specific needs.
By automating material handling, conveyors turbocharge efficiency, reducing the need for manual labor and speeding up production.
Improved Safety:
With built-in safety features, conveyors create a secure working environment, minimizing accidents and ensuring peace of mind for workers.
Cost Savings:
By increasing productivity and reducing labor costs, conveyors deliver significant savings for businesses, making them a smart investment.
Reliable Performance
Conveyors offer consistent transportation of materials, minimizing errors and ensuring smooth operations day in and day out.
Versatility:
With various types and sizes available, conveyors can handle a wide range of materials, from small granules to heavy products, enhancing operational flexibility.
Space-Saving:
Compact and efficient design allows conveyors to save space in industrial environments, maximizing the utilization of available space.
Improved Workflow:
Automation of material handling tasks allows workers to focus on higher-value activities, enhancing workflow efficiency and overall productivity.
Unlocking Efficiency: The Impact of Conveyors on Material Handling
In conclusion, conveyors play a pivotal role in streamlining material handling processes across industries. With their efficiency, reliability, and versatility, they contribute to cost savings, increased productivity, and improved safety. Businesses can leverage conveyors to optimize their operations, enhance workflow efficiency, and stay competitive in today’s market.
Why Choose Us?
Over 30 Years Of Experience
We design and install the right storage solutions for your specific needs
Custom Options
We offer a range of customizable options to meet your unique needs
Customer Satisfaction
We are committed to excellent service and support, ensuring satisfaction with every purchase
Competitive Pricing
We offers competitive pricing, making it easy to find a solution that fits any budget
How It Works
Experience the streamlined process of Material Handling USA’s Warehouse Solutions, guiding you from consultation to implementation with personalized solutions and ongoing support.
Explore our diverse range of shelving solutions by browsing through our comprehensive brochures. Find the perfect fit for your storage needs today!
By automating material handling processes, conveyors reduce manual labor, increase production speed, and minimize errors, leading to enhanced efficiency.
Yes, conveyors are designed with safety features to ensure secure operation. Employers can control speed and material flow to minimize accidents and create a safer work environment.
Yes, conveyors are versatile and can handle a wide range of materials, including food, clothing, pharmaceuticals, construction materials, and industrial products.
Conveyors typically have minimal maintenance requirements, but regular inspections and lubrication of moving parts are recommended to ensure optimal performance and longevity.
Conveyors increase efficiency, reduce labor costs, and minimize the need for additional equipment, such as forklifts, resulting in significant cost savings for businesses.
Yes, conveyor systems can be customized to meet the unique needs of different industries and applications, ensuring optimal performance and efficiency.
Belt conveyors use a belt to transport materials, offering advantages such as reliability, cost-effectiveness, and the ability to handle large volumes of material efficiently.
Yes, conveyors can be designed to transport heavy and oversized items safely and efficiently, contributing to improved workflow and productivity.
Tate W. Curtis
Space Coordinator, United States Department of Agriculture
The Team provided a highly professional service from start to finish.
“ They always available for meetings and questions, firsts, in figuring out what system would work best for our needs then by assessinh how much shelving space would be required for our existing as well as future needs, and , finally, by insuring the timely delivery and quality installation of the product.
”
Sharon L. Hancey
First District TCE of Administrative Office of the Courts
The team was very supportive
“ They were extremely attentive in assessing our needs in Logan. They provided several plans to show us our shelving options.
”
Julie Froff
Assistant Clerck of Third District Court
We Also appreciated, at the time of installation, the courteous and professional manner in which the installers conducted themselves.
“ We have been using the system now for about six moths and are happy to report that it has been a wonderful addition to our office. It is easy to operate and keeps our filing area neat and organized, and most importanly, providers us with unlemited space for growth at this time. We are completely satisfied with your product. ”
Lila Abersold
Visual Arts Coorndinator of Utah Arts Council
They were also great to work with.
“ The track and system Material Handling USA recently installed is working very well Your isntallation people were able to adjust the tracks on the uneven floor in our storage space.
”
Nancy Herd
Human Resources Manager of Ray Quinney & Nebeker
You guys are great! Thanks so much for working so hard to getus into our new space.
“ Thank you a million times for the these killer Jazz tickets! I am just so excited to go and rub shoulders with every other "pretentious" person in Material Handling USA! How Awesome!
”
$59,762.06Original price was: $59,762.06.$46,956.00Current price is: $46,956.00.Add to cart
Headquartered in Salt Lake City, UT • Serving customers nationwide
Local service areas: Salt Lake City • Provo • Ogden • Park City • St. George • Logan • Lehi • Orem